
Sink marks are a common and often frustrating defect encountered in the injection molding process.
These surface depressions, typically found in thicker wall sections of an injection molded part, can affect the cosmetic appearance and perceived quality of the final product.
This comprehensive guide will explore the factors that lead to sink marks injection molding, practical strategies to prevent sink marks, and best practices in part design and mold manufacturing to minimize these defects.
What Is Injection Molding Sink Marks?
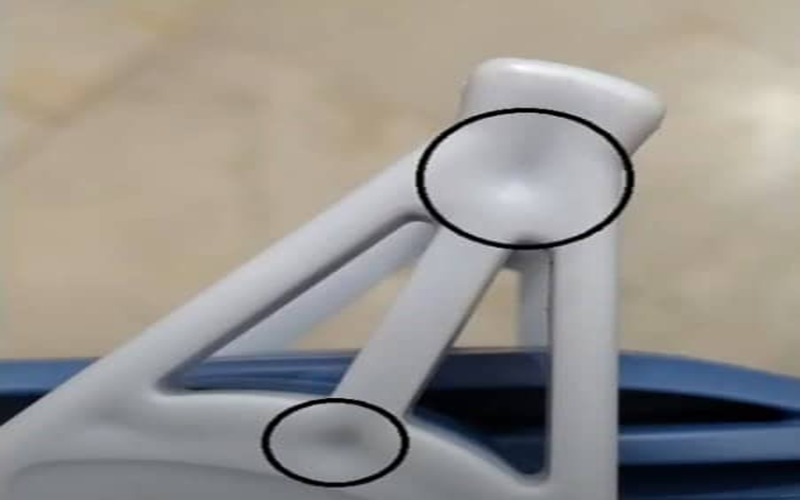
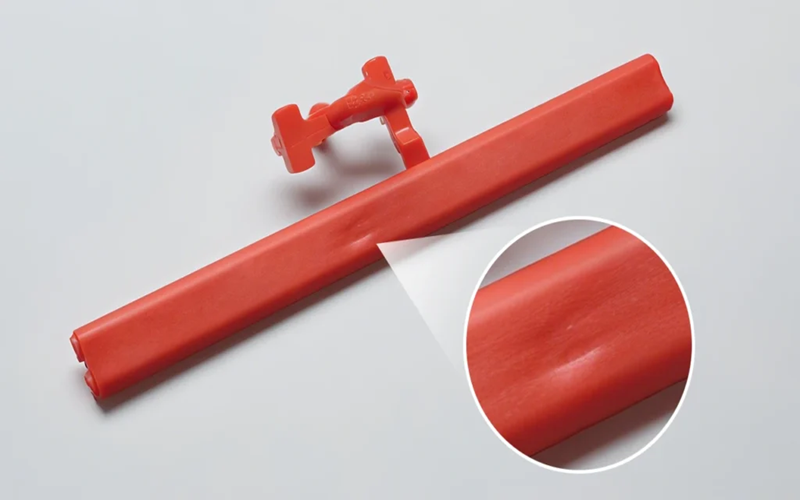
Sink marks injection molding refers to the formation of small depressions or dimples on the surface of plastic parts produced through the injection molding process.
These sink marks typically occur in thicker wall sections or thick areas of the molded part where molten plastic cools and solidifies at different rates compared to thinner sections.
As the plastic material cools, it shrinks, and if the cooling is uneven—often due to variations in wall thickness or insufficient packing pressure—surface depressions known as sink marks occur.
These cosmetic defects do not usually affect the structural integrity of the part but can significantly impact its appearance and perceived quality.

Causes Of Sink Marks In Injection Molding
Sink marks in injection molding are primarily caused by several factors related to part design, mold design, and processing conditions.
The thickness and form of features such as ribs and bosses, as well as the design of injection molds, play a significant role in the occurrence of sink marks.
Wall Thickness
When the nominal thickness of a part varies significantly, thicker sections cool and solidify more slowly than thinner areas, causing uneven shrinkage.
This differential cooling creates internal stresses that lead to surface depressions or sink marks.
Insufficient Packing Pressure
Insufficient packing pressure during the injection molding process is a common cause of sink marks.
Packing pressure is crucial because it helps to compensate for the natural shrinkage of molten plastic as it cools and solidifies inside the mold cavity.
When the packing pressure is too low, there is not enough material forced into the thicker sections of the molded part to fill the space completely, resulting in surface depressions or sink marks.
Mold Temperature
Mold temperature plays a critical role in the formation of sink marks during the injection molding process.
If the mold temperature is too high, it can slow down the cooling of molten plastic, causing the gate to freeze later than desired.
This delay prevents the mold cavity from filling completely and can lead to shrinkage and sink marks in thicker sections.
Gate Location
The location of the gate in the injection molding process is a critical factor that affects how molten plastic is injected and flows into the mold cavity.
If the gate is located too far from thicker sections or in an area that causes uneven flow, it can lead to delayed gate freeze and insufficient packing pressure in those regions.
This results in uneven cooling and shrinkage, which directly contributes to the formation of sink marks.
Part Design
Part design plays a crucial role in minimizing sink marks injection molding.
Product developers should focus on maintaining uniform wall thickness throughout the plastic injection molded part to avoid thick sections that cool unevenly and cause sink marks.
Features such as ribs and bosses, which add strength and structural support, often create thicker areas prone to sink marks.

How To Avoid Sink Marks During Injection Molding?
Avoiding sink marks in injection molded parts requires attention to several key factors during the design phase and manufacturing process.
Through careful design and process optimization, many common defects such as sink marks can be eliminated.
Optimize Packing Pressure
Optimizing packing pressure is essential to prevent sink marks in injection molding.
Adequate packing pressure ensures that molten plastic is properly packed into the mold cavity, especially in thicker wall sections, compensating for material shrinkage as the plastic cools.
Additionally, maintaining the appropriate hold time during packing allows the plastic to solidify properly, sealing the gate and preventing backflow.
By optimizing packing pressure and hold time, manufacturers can minimize sink marks and improve the overall quality and appearance of the injection molded part.
Control Mold Temperatures
Proper control of mold temperatures is essential in preventing sink marks during the injection molding process.
Maintaining the mold temperature within the recommended range for the specific plastic material ensures uniform cooling of the molten plastic throughout the mold cavity.
Monitoring and adjusting coolant temperature in the mold can help achieve consistent cooling rates, minimizing internal stresses and reducing the risk of sink marks.
Incorporate Draft Angles
Incorporating draft angles into your part design is a crucial step in preventing sink marks injection molding.
Draft angles facilitate the smooth ejection of the molded part from the mold cavity, reducing the risk of surface defects caused by excessive friction or drag.
By designing appropriate draft angles, manufacturers can ensure that parts release easily without damaging the surface finish or causing deformation.
Use Design Features Like Cores
Incorporating design features such as cores can significantly reduce thick wall sections in injection molded parts.
By hollowing out certain areas of the part, cores help maintain a more uniform wall thickness, which promotes even cooling and minimizes shrinkage differences.
This approach not only reduces the risk of sink marks but also lowers material usage and part weight, leading to cost savings and improved manufacturing efficiency.
When designing bosses, it is important to match the wall thickness to the inner diameter to ensure optimal strength and aesthetics. Each rib should be designed with proper thickness and slope to help avoid sink marks.
Balance Injection Speed
Balancing the injection speed during the plastic injection molding process is essential to prevent sink marks and other defects.
By carefully controlling and optimizing injection speed, manufacturers ensure that molten plastic flows smoothly and uniformly, filling thicker wall sections adequately without creating internal stresses.
This balance helps minimize sink marks injection molding and improves the overall quality and consistency of the injection molded part.

Summary
In summary, sink marks injection molding is a common defect caused primarily by uneven cooling and shrinkage in thicker wall sections of molded parts.
Factors such as wall thickness variations, insufficient packing pressure, improper mold temperature, and gate location all contribute to the formation of sink marks.
Molten plastic tends to flow along the path of least resistance, which can lead to uneven filling and cooling in other areas of the mold cavity, causing sink marks and other problems.
Note that balancing injection speed and carefully designing part geometry, can minimize molded-in stress and ensure smoother flow of molten plastic through the mold cavity.
For example, adjusting gate location can help direct plastic flow more evenly, reducing the risk of sink marks in thick sections.
It is also important to contact your molding supplier or manufacturing partner to discuss potential design changes or process optimizations that can address sink marks and other areas prone to defects.
By applying these best practices during the process, it is possible to significantly minimize sink marks and improve the overall quality and appearance of injection molded parts.