
As the global manufacturing sector shifts toward a circular economy, PLA injection molding has emerged as a premier solution for producing high-quality, environmentally friendly components.
Derived from renewable raw materials such as corn starch and sugarcane, Polylactic Acid (PLA) utilizes renewable resources and has a lower overall resource footprint compared to conventional plastics.
PLA’s production uses roughly 65% less energy and generates 68% fewer greenhouse gases than conventional petroleum-based plastics, making it a more sustainable choice.
However, transitioning to biodegradable plastic requires a deep understanding of its unique physical properties and processing requirements.
This article outlines the essential guidelines for optimizing the injection molding process for PLA materials.
Introduction to PLA and Injection Molding
PLA belongs to the thermoplastic polyester category, distinguished by its origin from fermented plant starch (lactic acid).
PLA is part of the broader family of polymers, which are essential materials in plastics manufacturing and encompass a wide range of plastics, including biodegradable options.
When PLA is compared to petroleum-based plastics like ABS or PET, the environmental benefits are clear.
The production of PLA emits far fewer greenhouse gases and uses roughly 65% less energy than other plastics.
Due to its unique chemical makeup, PLA requires specific handling and processing conditions during manufacturing.
Key Advantages of PLA Materials
- Biodegradable: Under industrial composting conditions, pla parts can be completely degraded into non-toxic elements.
- High Strength and Rigidity: PLA exhibits high tensile strength and excellent rigidity, making it a good choice for structural packaging.
- Visual Appeal: The material produces a high-gloss, transparent finish, which is an important part of consumer-facing common products.
- Medical Biocompatibility: In the medical field, PLA is utilized for medical devices such as stents and absorbable sutures because it degrades into non-toxic lactic acid within the body.
Technical Challenges in PLA Injection Molding
Despite its many advantages, PLA also faces the main challenges in the actual injection molding process, requiring manufacturers to control them precisely.
Lower heat resistance
This is PLA’s most significant drawback. PLA has lower heat resistance compared to ABS, and it begins to soften above 140°F (approximately 60°C), making it more prone to warping or deformation when exposed to high temperatures.
Its glass transition temperature is also low, meaning that PLA parts are highly susceptible to deformation or warping in high-temperature environments.
Therefore, it is generally unsuitable for high-thermal-stress environments such as around automotive engines.
Brittleness and Impact Resistance
While PLA offers high strength, it is generally more brittle than ABS. Without modification, PLA parts can fracture under sudden impact.
To resolve this, manufacturers often modify the resin with nucleating agents or impact modifiers to improve its toughness and impact resistance.
Moisture Sensitivity
PLA is sensitive to moisture, which can lead to a loss in molecular weight and melt viscosity. If dried PLA resin is exposed to air for too long, it can absorb moisture and may need to be re-dried before processing. This results in surface defects and significantly weakens the mechanical integrity of the finished part.

Best Practices for Key Process Parameters
To achieve the best results, injection molding machine parameters must be precisely calibrated based on the specific grades of PLA used.
It is important to adjust temperature and process parameters to achieve optimal molding conditions and ensure product quality.
Using general-purpose screws with a compression ratio of 2.5–3:1 and maintaining back pressure of 50–100 bar can help minimize hydrolysis during PLA processing.
Rigorous Pre-drying
Before PLA work begins, the moisture content must be strictly controlled (target ≤0.025%).
PLA should be dried before injection using a desiccant dryer at 60°C–80°C for 4–6 hours.
Moisture leads to hydrolysis, causing viscosity fluctuations and surface silver streaks.
Precise Temperature Window
PLA has a lower melting point than many common plastics, typically between 150°C and 180°C.
The typical processing temperature during injection molding should be maintained between 170°C and 230°C.
PLA is sensitive to “residence time.” If the melt stays in the barrel too long or the heat is excessive, the material degrades. If the temperature is too low, it may result in poor filling.
Mold Temperature and Cooling Systems
Mold temperature is the important part of controlling PLA crystallinity.
Standard Apps: Maintain mold temperature between 20°C and 30°C to minimize cycle times.
Heat Resistance: Increasing the mold temperature to 90°C–110°C with nucleating agents induces crystallization, improving heat resistance.
Active Cooling: Active water cooling is required in the mold to ensure dimensional stability.
Mold Design Best Practices for PLA Injection Molding Process
Mold design for PLA injection molding follows most of the same principles as other thermoplastics, but there are several PLA-specific considerations worth building into the design from the start.
Good mold design is an essential part of achieving consistent results with this material.
Wall Thickness Guidelines
For optimal PLA injection molding, wall thickness should be kept below 4 mm to avoid issues like sink marks and prolonged cycle times due to PLA’s slow crystallization rate.
Thicker walls take longer to cool and can trap stress, leading to warping or dimensional instability in the final part.
Keeping walls uniform and within the recommended range helps maintain consistent cycle times and predictable part quality across production runs — which directly affects how efficiently manufacturers can use their machine time and how much money they spend per part.
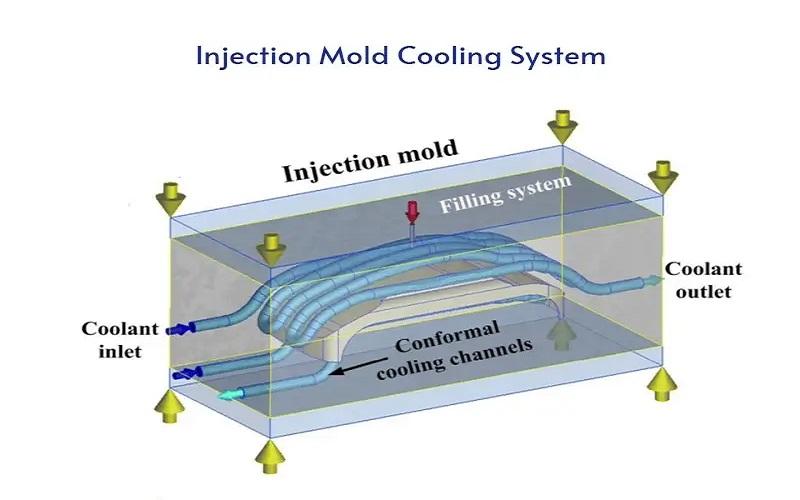
Cooling System Design
Active water cooling is required in the mold during PLA injection molding to maintain consistent part quality and dimensional stability.
PLA’s slow crystallization rate means it needs well-designed cooling channels to solidify uniformly and release cleanly from the mold. Inadequate cooling leads to extended cycle times, warping, and increased scrap rates.
For manufacturers optimizing for sustainable production, reducing cycle times through efficient cooling also reduces energy consumption per part — an important account to keep in mind across the full sustainability equation.
Part Geometry and Draft Angles
Part geometry directly affects how PLA fills and releases from the mold.
Because PLA can be brittle, designs that minimize sharp internal corners, abrupt wall thickness changes, and deep undercuts will produce better results.
Adequate draft angles are essential for clean ejection — insufficient draft increases the risk of part damage during demolding, particularly for taller or more complex geometries.
Manufacturers should also consider how part geometry interacts with gate location to ensure balanced fill and consistent packing pressure across the cavity.
Common Products and Applications for PLA Injection Molding
PLA injection molding is well suited for a defined range of applications where its combination of biodegradability, good mechanical properties, and visual appeal align with product requirements.
For example, PLA is widely used in packaging, toys, medical products, and disposable tableware due to its biodegradable nature and good mechanical properties.
Packaging and Consumer Goods
PLA’s premium surface finish and sustainability make it a top choice for users of consumer packaging, ranging from food containers to cosmetic branding, as these properties make PLA suitable for packaging applications where the end-user values both appearance and environmental responsibility.
Medical Devices and Implants
In the medical field, PLA is utilized for applications such as stents and implantable drug dispensers, which are designed to biodegrade over time inside the body.
PLA can safely degrade into non-toxic lactic acid within the body, making it ideal for absorbable sutures and implants.
Specialized medical-grade PLA resins are formulated with controlled molecular weight and purity levels that meet regulatory requirements for biocompatibility, and certain grades are specifically designed to modify degradation rates to match clinical requirements.
Toys, Consumer Electronics, and Other Applications
PLA is widely used for toys and educational products where good surface finish, adequate impact resistance for normal use, and biodegradable end-of-life characteristics align with both product performance needs and sustainability goals.
Beyond toys, PLA is finding increasing use in consumer electronics housings and accessories where heat exposure is limited and the environmental profile of the material adds value to the brand.
These other types of applications continue to expand as PLA grades improve and manufacturers become more familiar with how to process the material reliably.

Extrusion and Other Processing Methods
While injection molding is the dominant processing method for PLA parts, it’s worth noting that extrusion is also widely used for PLA — particularly for producing sheet, film, and profile products used in packaging applications.
The same core requirements apply in extrusion: thorough pre-drying, careful temperature control, and attention to molecular weight preservation during processing.
Manufacturers working with PLA across both injection molding and extrusion processes will find that the discipline required for one transfers directly to the other, though the specific machine settings and tooling requirements differ between the two processes.
PLA vs. Other Materials
| Property | PLA | ABS | PET |
|---|---|---|---|
| Raw Material Source | Renewable — corn starch, plants | Petroleum-based | Petroleum-based |
| Melting Point | 150–180°C | 200–250°C | 260°C |
| Heat Resistance | Low — softens above ~60°C | Moderate — up to ~80°C | Good — up to ~120°C |
| Impact Resistance | Lower — brittle | High | Moderate |
| Shrinkage Rate | 0.3% | 0.4–0.7% | 0.2–0.4% |
| Surface Finish | High gloss, transparent | Matte to semi-gloss | Clear, glossy |
| Processing Temp | 170–230°C | 220–260°C | 260–280°C |
| Moisture Sensitivity | High — pre-drying essential | Low | Low |
PLA’s low shrinkage rate of 0.3% makes it particularly suitable for applications requiring excellent molding performance and dimensional stability during the injection molding process.
PLA is often preferred for eco-friendly applications, while ABS is chosen for projects requiring durability and heat resistance — making the choice dependent on specific application needs.
While PLA is suitable for many general-purpose and sustainable products, it is generally not suitable for high-stress or high-temperature environments, such as automotive engine parts, due to its softness and brittleness.
PLA compared to ABS offers better sustainability credentials and easier processing at lower temperatures, but ABS wins on impact resistance, flexibility, and heat tolerance.
For manufacturers deciding between the two, the application environment and end-of-life requirements should determine the decision more than processing convenience alone.
Compared to PET, PLA has a lower melting point and different crystallization behavior. Because of its lower melting point, PLA cannot be recycled with other common plastics like PET, which is an important practical consideration for manufacturers designing products for existing recycling programs.
Conclusion
Success in PLA injection molding is a precise balance of temperature, moisture control, and mechanical stress.
By following these best practices—particularly strict pre-drying, precise mold temperature control, and optimized part geometry—manufacturers can overcome the limitations of low heat resistance.
In the wave of sustainable manufacturing, PLA offers an opportunity to balance commercial interests with environmental responsibility. If you seek a material that can be completely degraded while maintaining good mechanical properties, PLA is the best choice.
For more details on optimizing your project or to get technical feedback on your design, visit our website.