Nylon, a prominent member of the polyamide family, stands as a cornerstone engineering thermoplastic in modern manufacturing.
Known for its high mechanical strength and versatility, nylon injection molding has become the go-to process for producing durable, high-performance parts.
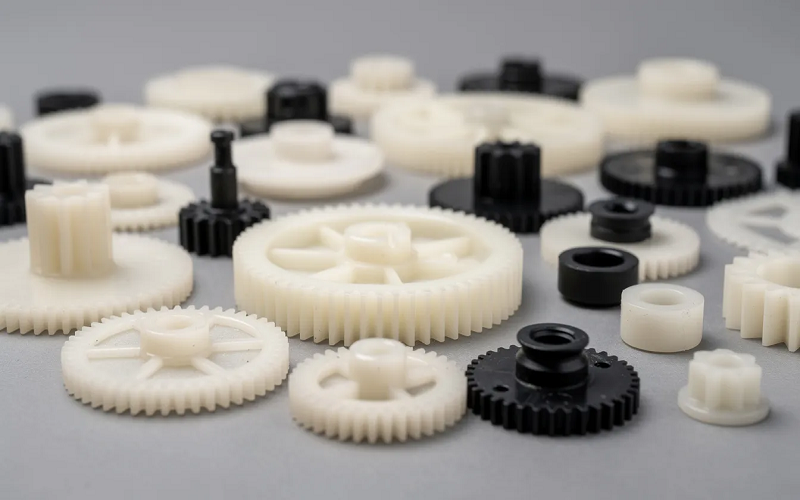
From automotive gears to cable ties, the ability to master nylon material processing is essential for any high-volume plastic injection molding project.
This guide covers what makes nylon worth choosing, how to process it correctly, and what to watch out for when designing parts.
What Is Nylon Injection Molding?
Nylon injection molding is a high-pressure manufacturing process that creates durable plastic parts by injecting molten nylon into a mold.
Once the material fills the cavity, it cools, solidifies, and is ejected as a finished component. It belongs to the polyamide family — a group of engineering plastics known for their balance of strength, flexibility, and thermal performance.
Nylon’s semi-crystalline structure gives it better wear resistance, higher tensile strength, and improved heat resistance compared to amorphous plastics.
High crystallinity leads to better tensile strength, improved wear resistance, and stronger thermal performance compared to amorphous plastics.
Its low melt viscosity also allows it to flow quickly through tight channels, supporting the production of thin-walled parts and minimizing cycle times.

Key Properties of Nylon Material
Nylon’s semi-crystalline structure provides excellent fatigue resistance, enabling it to endure repeated stress cycles without cracking or breaking, which is crucial for components like gears.
Its high tensile strength and flexural strength mean it can take on roles traditionally filled by metal components or structural metal parts — at a fraction of the weight.
Nylon also maintains mechanical integrity at elevated temperatures, with standard grades capable of operating continuously at 120–150°C, and glass-filled nylons handling even higher sustained temperatures.
On the chemical side, nylon exhibits excellent chemical resistance against fuels, oils, and organic solvents, including halogenated hydrocarbons.
Its low coefficient of friction also gives it natural wear resistance, which is why bearings, rollers, and sliding parts are common nylon applications.
The one property that demands careful management is moisture absorption. Nylon is hygroscopic — it absorbs moisture from the surrounding environment. This affects both processing and end-use performance.
In humid environments or high humidity environments, finished nylon parts can undergo significant water absorption. This can cause the material to swell, directly affecting their dimensional stability.
Standard grades of nylon also perform poorly under UV light without specific additives.
The Different Types of Nylon Used in Injection Molding
Not all nylon is the same. The type you choose has a real impact on how the part performs and how easy it is to mold.
Nylon 6 vs Nylon 66
The two most common grades are Nylon 6 and Nylon 66. Nylon 66 is approximately 12% harder than Nylon 6, exhibiting higher rockwell hardness, and has superior heat resistance with a melting point around 260°C.
Nylon 6, on the other hand, has a lower viscosity, making it easier to mold with better surface gloss.
If your application runs hot or needs higher rigidity, Nylon 66 is usually the better call. For easier processing and a cleaner finish, Nylon 6 works well.
Beyond these two, specialty grades like Nylon 11, Nylon 12, Nylon 610, and Nylon MXD6 serve more niche requirements around flexibility, moisture resistance, or barrier properties.
Specialty Nylon Grades
Beyond those two workhorses, there’s a broader family to consider.
Other types of nylon include Nylon 11, Nylon 12, Nylon 610, and Nylon 612, as well as newer varieties such as Nylon 6I, Nylon 9T, and specialty Nylon MXD6, which is known for its barrier properties.
These grades are often selected for their flexibility, lower moisture absorption, or specific chemical resistance profiles.
Glass Fiber Reinforced Nylon
Adding glass fibers to nylon dramatically changes what it can do. Glass fiber reinforced nylon offers significantly higher stiffness, improved dimensional stability, and better resistance to creep under load.
Nylon has high tensile and flexural strength, allowing it to replace metal in many load-bearing applications, especially when reinforced with glass fibers or mineral fillers.
Advantages and Limitations of Nylon Injection Molding
Understanding nylon’s balanced profile helps determine where it excels and where alternatives might be preferred.
Advantages:
- High strength-to-weight ratio enabling 50% mass savings versus steel
- Excellent fatigue resistance sustaining 10^7 cycles at 30-50 MPa stress amplitudes
- Good impact resistance
- Low friction and exceptional wear resistance
- Broad chemical resistance to fuels, oils, organic solvents, and halogenated hydrocarbons
- High temperature resistance nylon grades operating continuously at 120-150°C
- Nylon’s low melt viscosity enables thinner walls (~0.7-0.8 mm) and complex geometries
Limitations:
- Hygroscopicity leading to dimensional change over time in humid environments
- Higher shrinkage rates (0.5-2%) compared to amorphous plastics
- Sensitivity to strong acids and some oxidizing chemicals
- Notch sensitivity at sharp corners requiring generous radii
- Standard grades of nylon perform poorly under UV light and may degrade without specific additives
Key Process Parameters in Nylon Injection Molding Process
Nylon is more process-sensitive than general-purpose plastics, demanding consistent control of processing parameters to achieve reliable results.
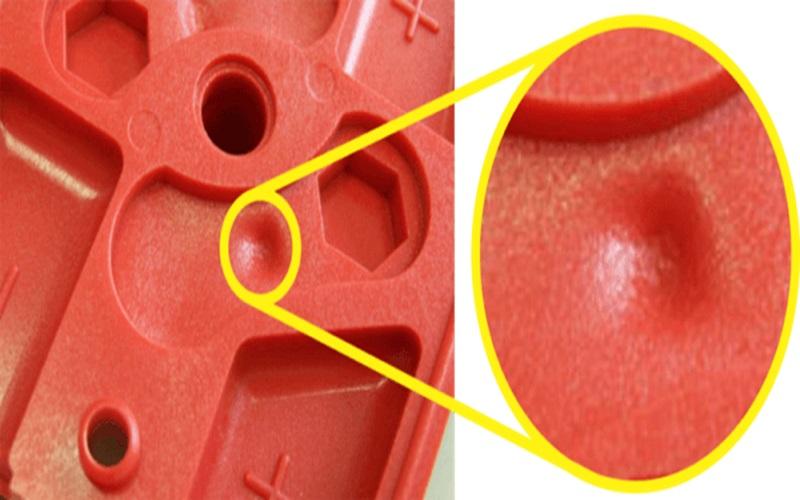
Moisture content: Controlling moisture content is critical in nylon injection molding, as excessive moisture can lead to voids and surface defects; an optimal moisture content of 0.15 to 0.20% is recommended. Visible defects from poor drying include splay, bubbles, and reduced strength.
Melt and barrel temperature: Typical ranges run 230-260°C for PA6 and 265-290°C for PA66. Avoid exceeding 300-320°C to prevent thermal degradation, discoloration, and chain scission.
Mold Temperature: Nylon injection molding requires precise temperature control of both the mold and the material. Higher mold temperatures promote increased crystallinity, which directly translates to greater part strength and hardness.
Injection pressure and speed: Injection pressure must be maintained appropriately during nylon injection molding to prevent defects; inadequate pressure can lead to knit lines, while excessive pressure can cause overflow or flash.
Venting: Install shallow vents near flow ends and at flat surfaces to release trapped gas and moisture, reducing burns and voids especially at high injection speeds.
Shrinkage control: Nylon has a higher shrinkage rate than many thermoplastics, making it challenging to maintain dimensional tolerances, but controlling mold temperature can help reduce shrinkage in part dimensions.
Drying and Moisture Management for Nylon Pellets
Moisture control is the single most important factor in nylon injection molding stability and part strength. Nylon is hygroscopic, requiring thorough drying of the pellets before molding to prevent defects such as air bubbles or structural weaknesses.
Storage practices: Keep pellets in sealed moisture-barrier bags with labeled dates. Process material within 24-48 hours of opening. Store in areas with relative humidity below 40% at temperatures under 25°C.
Nylon pellets absorb moisture from the air rapidly—up to 0.5% per day at 50% RH. Absorption rate depends on pellet size, ambient humidity, and whether the grade is unfilled or reinforced nylon.
Drying equipment: Use desiccant dryers with dew point ≤-30°C at 80-90°C for PA6/PA66 for 4-6 hours.
Glass-filled grades require 105-120°C for 4-6 hours due to poorer flowability.
Regrind management: Limit regrind to 20-30% maximum. Re-dry recycled material identically to virgin. Multiple heat histories reduce impact resistance by 25% and fatigue life by 15%, especially with glass fiber reinforced nylon.
Design Guidelines for Nylon Injection Molded Parts
Good part design accounts for nylon’s specific behavior and avoids the common traps that lead to defects or early failures.
When designing parts for nylon injection molding, use a wall thickness between 0.76 and 2.92 mm and maintain uniform wall thickness to prevent sink marks and warping.
Abrupt changes in wall thickness create differential cooling that introduces internal stress — gradual transitions are always better.
For corners, nylon parts should have corner radii larger than 0.5 mm to avoid stress concentrations, with optimal results when radii are around 75% of the nominal wall thickness. Sharp corners concentrate load and are a leading cause of fatigue failure in service.
On draft angles: due to nylon’s low coefficient of friction, parts can often be ejected without draft, but applying a draft angle of 0.5° to 1° per side is still recommended to ease ejection and shorten cycle times.
For complex geometries with deep features or adjacent walls, nylon’s low melt viscosity is a real advantage — it fills tight spaces and thin sections more reliably than most other engineering plastics.
Applications of Nylon Molded Products
Nylon’s performance profile translates into a wide range of real-world applications across demanding industries.
Nylon injection molded parts are widely used in the automotive industry for components such as gears, bushings, fan blades, and fuel line connectors. Its combination of heat resistance and chemical resistance handles under-hood environments well.
In the electrical and electronics sector, nylon is commonly used for manufacturing cable ties, insulators, and terminal housings due to its excellent mechanical properties and resistance to heat.
Consumer goods including power tool housings and appliance components rely on nylon for its durability and lightweight nature.
Industrial equipment applications include bearings, rollers, and mechanical fasteners, benefiting from nylon’s wear resistance and high mechanical strength.
In aerospace, nylon is used for lightweight interior fittings, brackets, and clips, taking advantage of its high strength-to-weight ratio and thermal stability.

Conclusion
Nylon injection molding is more than just a manufacturing process; it is an engineering solution for the modern age.
By mastering the interplay between temperature resistance, moisture content, and processing parameters, manufacturers can produce components that are lighter, cheaper, and more durable than their metal predecessors.
We combine years of experience in CNC machining and plastic injection molding to help our clients navigate the complexities of nylon material.
Whether you are developing complex pump parts or high-volume consumer goods, or other plastics , understanding these technical fundamentals ensures a high-quality, repeatable result every time.