In the competitive world of product development, the ability to transition from a digital design to a physical product quickly and affordably is a defining factor for success.
For many engineers and designers, the most critical decision in this journey lies in the tooling process.
Among the various manufacturing processes available, soft tooling injection molding has emerged as a premier strategy for bridging the gap between a simple prototype and full-scale volume production.
Understanding the nuances of soft tooling—from material selection to the final surface finish—is essential for any team looking to optimize their low volume production strategy without sacrificing the dimensional accuracy required for modern plastic parts.
Defining Soft Tooling Injection Molding
At its core, soft tooling refers to a tooling technique that utilizes softer materials to create a mold cavity.
Unlike the hard molds used in high volume production, which are typically machined from steel alloys or hardened steel, soft tooling molds are designed for speed and cost effectiveness.
Soft tooling is usually faster and less expensive to get started than hard tooling, and it allows for rapid prototyping and can be produced quickly, often within hours or days.
The soft tooling process often begins with a master pattern.
The Structure of a Soft Mold
This pattern is typically created through rapid prototyping methods such as CNC machining or additive manufacturing.
Soft tooling methods can replicate complex mold patterns and details, especially when integrated with 3D printing.
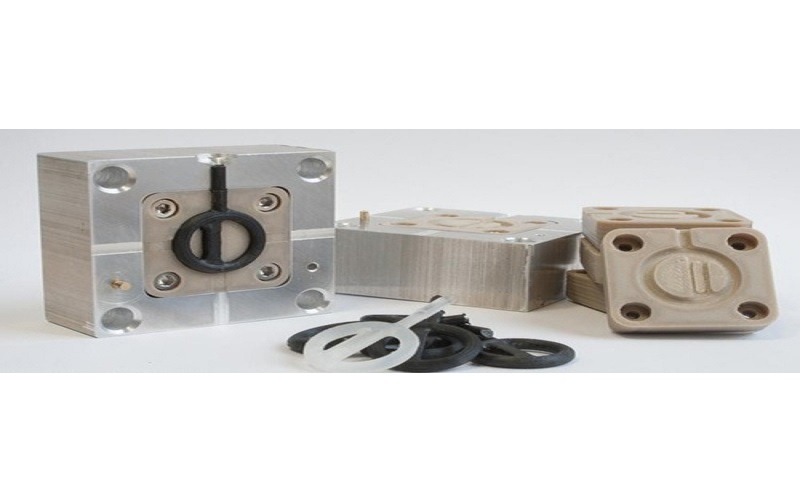
Once the master pattern is finalized, it is used to create the soft mold, which can be made from a variety of soft tooling materials.
Common soft tooling materials used in soft tooling include silicone, carbon fiber composites, and fiberglass.
Specifically, soft tooling molds are usually made with silicone, carbon fiber, or fiberglass, and each mold cavity is good for about 25–50 shots.
In other technical setups, materials for soft tooling often include aluminum for mold cavities/cores, and in specialized cases, silicone and epoxy for urethane casting.
Soft Tooling and Hard Tooling: The Major Differences
One of the most frequent questions in plastic injection molding revolves around soft and hard tooling differences.
While both are used to shape plastic parts via an injection mold machine , their applications couldn’t be more distinct.
In 2026, soft tooling remains preferred for rapid prototyping and bridge production, while hard tooling is standard for high-volume manufacturing.
Major Difference: Materials and Durability
The major difference lies in the tooling molding materials. Hard tooling molds are made of harder materials materials such as aluminum, nickel, and steel alloys.
These are extremely durable and can withstand higher temperatures than soft tooling materials.
Conversely, soft molds wear out quickly, typically supporting only a few hundred to a few thousand parts.
The durability starts to wear off with every use, which makes it impossible to continue the same tool in the long run. Unlike hard tools that last for hundreds of thousands.
When discussing soft tooling vs hard tooling, durability is the key.
Aluminum molds can handle several thousand cycles, much lower than the million-plus shots possible with steel molds.
Furthermore, soft tooling cannot maintain the same tight tolerances or intricate de v 0 tails as hard steel tools, leading to lower precision and tolerance.
Cost and Production Volume Comparison
Hard tooling is more expensive and takes longer to produce than soft tooling.
While soft tooling has significantly lower initial costs than hard steel molds, it is important to note that while soft tooling has lower initial costs, the cost per unit is higher in large production runs due to limited tool life.
A single hard tooling mold can have multiple cavities, allowing several of the same part to be created simultaneously.In the long run, this actually reduces costs.
| Feature | Soft Tooling | Hard Tooling |
| Material | Silicone, Aluminum, Carbon Fiber | Steel Alloys, Nickel Alloys |
| Tool Life | 1 to 100 parts (Silicone) | Millions of parts |
| Lead Time | Days | Several weeks |
| Upfront Cost | Lower cost (Hundreds to thousands) | Higher upfront costs |
| Best For | Market testing, Low volume | High volume production |
Common Soft Tooling Techniques and Processes
Soft tooling techniques have evolved to include more than just simple silicone molds.
Today, the tooling services industry offers several ways to achieve complex parts with fast turnaround.
Soft tooling is comparatively cheaper and flexible for low-volume runs, allowing for a fast turnaround in producing parts with complex geometries.
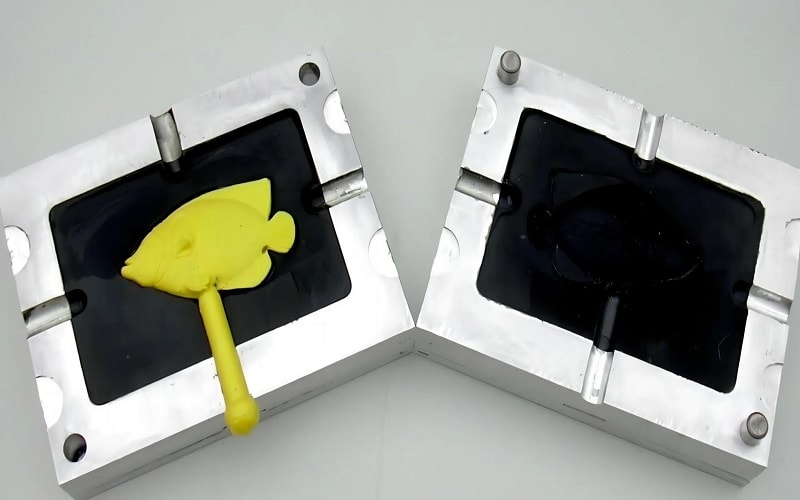
Silicone Tooling and Urethane Casting
Soft tooling is often used in urethane casting, which is a separate manufacturing process.
In this setup, some soft tooling materials, particularly silicone, can produce smoother surface finishes with fewer tool marks than traditional machined molds.
Urethane Casting Production quality parts without the tooling investment.
This urethane molding process is excellent for producing parts with complex shapes where rigid materials would be too difficult to machine.
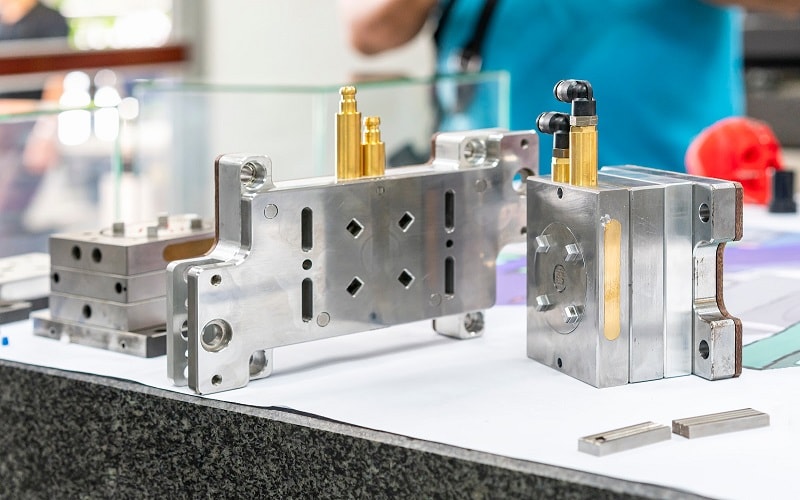
Aluminum Injection Molding
Soft tools are often created before moving to hard tooling to meet market deadlines.
By using aluminum in soft tooling injection molding, manufacturers can produce thousands of parts.
Aluminum molds can handle several thousand cycles, and provides greater durability and wear resistance. which is ideal for manufacturers on a tight budget looking to create a small number of parts.
Advantages of Soft Tooling Processes
Why would a manufacturer choose a tool with a shorter tool life?
There are several factors that make soft tooling the superior choice during the early prototyping stage.
Soft tooling allows product developers to innovate rapidly when prototyping, making it highly cost effective.
Design Flexibility and Innovation
Soft tooling allows for design flexibility since it is easier to modify and iterate designs during development.
Unlike steel, soft tooling is more flexible and easier to modify compared to hard tooling.
This means soft tooling allows product developers to innovate rapidly when prototyping, ensuring they can fix errors before volume production.
Market Testing and Customer Input
Soft tooling can be developed initially to gather customer input and conduct market testing.
It is ideal for testing part design, fit, and functionality before committing to permanent production molds.
By producing parts in low-volume that typically ranges between 1 to 100 parts, companies can validate their product-market fit.
Surface Finish and Fidelity
One of the major advantages is that soft tooling produces a smoother surface finish compared to hard tooling.
Because the mold is often cast from a high-quality master, soft tooling can produce high-fidelity details and complex shapes that would otherwise require multiple cavities or expensive CNC machining in hard molds.
This flexibility is essential for rapid iteration; it ensures that every minor adjustment is validated before the final design is locked down for the high-cost transition to permanent molds.
When to Shift to Hard Tooling?
Despite the benefits, soft tooling is used for prototyping or small production runs, and there comes a point where hard tooling becomes necessary.
If the manufacturer has a large quantity requirement and budget constraints are not a problem, then they should opt for hard tooling.
Durability and High Pressures
Hard tooling can withstand several production cycles and is reproducible in terms of accuracy and precision.
Unlike softer materials, hard tooling can withstand higher temperatures and the high pressure required for high volume production runs.
Hard tooling molds can be used for thousands or millions of parts, making them far more durable materials.
Labor and Efficiency
Hard tooling is less labor intensive than soft tooling as it requires less manual intervention during production.
While soft tooling molds typically produce less than 100 parts, hard tooling can be more cost-effective per unit over time when used for high-volume production.
The Synergy of Rapid Prototyping and Tooling
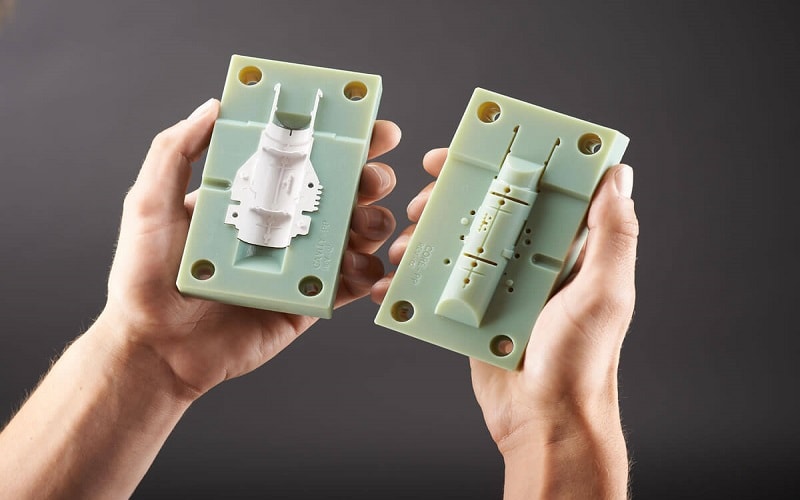
Modern manufacturing processes are increasingly blending soft tooling with additive manufacturing.
Soft tooling can be prepared within a matter of days, especially when using 3D-printed rigid materials for the mold.
Soft tooling is used for prototyping or small production runs where speed is more important than the tool life.
By integrating carbon fiber composites and nickel alloys into the tooling techniques, the injection molding processes have become much more versatile.
Cost Considerations: Budgeting for Success
The cost of soft tooling can range from hundreds to thousands of dollars depending on the part geometry.
For startups, soft tooling is ideal for manufacturers on a tight budget looking to create a small number of parts.
In contrast, hard tooling costs more and takes longer to produce than soft tooling, with hard tooling usually having longer lead times due to the additional machining required.
Hard tooling is more expensive to fabricate than soft tooling, involving expensive materials and extensive post processing.
However, it is a strategic investment.
Hard tooling is preferred when the production volume is in the thousands or millions of parts.
Understanding that hard tooling is more expensive and time-consuming to produce than soft tooling allows teams to allocate their budget toward soft tooling for the prototyping stage.
Conclusion
Mastering soft tooling injection molding is about knowing when to be fast and when to be permanent.
Soft tooling is applied for manufacturing prototypes and producing parts in low-volume that typically ranges between 1 to 100 parts.
It is the ultimate tool for market testing and customer input.
Whether dealing with complex geometries, part geometry, or the same part requirements across multiple cavities, soft tooling provides the agility required.
Soft tooling is used for prototyping or small production runs to ensure the design is perfect before committing to harder materials.
Soft tooling is helpful for bringing parts and products to market sooner, but hard tooling is what keeps them there for the long haul.
Whether dealing with complex geometries or the same part requirements across multiple cavities, soft tooling provides the agility required to produce the first wave of final parts to bring products to market sooner.