In the high-stakes arena of mass production, the transition from a single cavity mold to multi cavity molds represents a critical leap in scaling capabilities.
While a one cavity setup is excellent for low volume production and initial prototyping, high volume production demands a more aggressive approach to cost effectiveness.
By utilizing multi-cavity injection molding, manufacturers can produce parts at an accelerated rate, effectively multiplying output without requiring additional machine time.
However, the complexity of multi cavity tool design introduces unique engineering hurdles—from managing thermal variations to ensuring dimensional stability across multiple cavities.
Multi-Cavity vs. Single-Cavity Tooling
Choosing the right mold design is the foundation of any successful manufacturing project.
For projects requiring tight tolerances and high precision, a single cavity tool offers easier process control and lower upfront tooling costs.
However, when volume requirements surge, the single mold approach becomes a bottleneck.
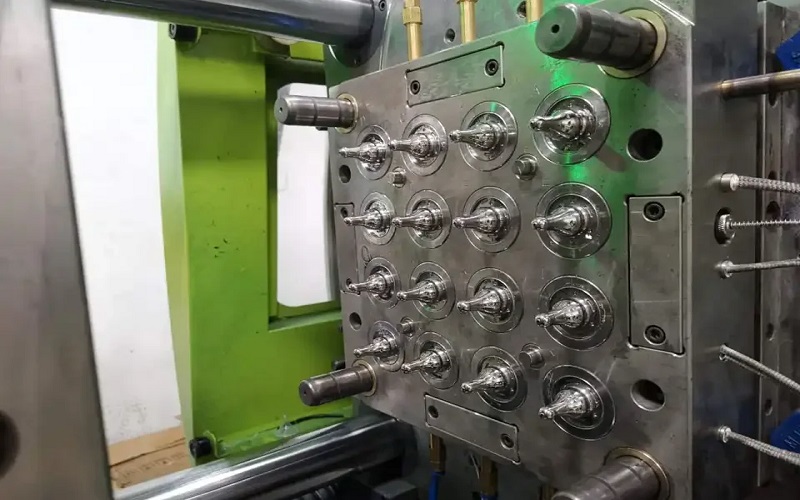
Multi-cavity molds are designed to produce multiple identical parts in a single injection cycle, significantly increasing production efficiency compared to single-cavity molds.
This shift allows for competitive pricing by spreading the operational overhead across eight parts, eighteen parts, or more per cycle.
Navigating the Transition to Multi-Cavity Systems
The jump to multi cavity tooling isn’t just about duplicating a single cavity; it requires a holistic re-evaluation of material selection and part geometry.
Specifically, multi-cavity molds require careful consideration of part complexity and geometry, as not all designs are suitable for this type of molding.
Engineers must account for how molten plastic behaves when split into multiple streams.
Furthermore, the use of multi-cavity molds can lead to lower per-part costs due to the distribution of fixed costs like mold setup and machine operation across a larger number of parts, making large-scale manufacturing more economical.
Technical Comparison: Tooling Configurations
| Feature | Single Cavity Mold | Multi Cavity Mold | Family Molds |
| Production Volume | Low to Medium | High | Medium (Sets) |
| Tooling Cost | Lower Initial Investment | Higher tooling costs | Moderate |
| Cycle Efficiency | 1x Output | Nx Output | Combined Assembly |
| Quality Control | Simplified | Requires Simulation Software | High Complexity |
Engineering Excellence in Multi Cavity Mold Design
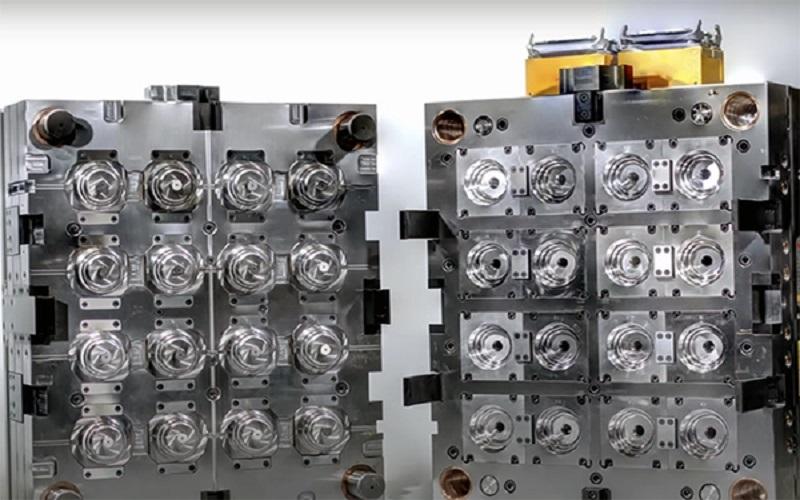
The heart of a high-performing multi cavity system lies in its internal architecture.
Achieving consistent product quality across an eight cavity mold or larger requires a masterclass in fluid dynamics and thermodynamics.
Improving multi-cavity mold design involves balancing runner systems, optimizing cooling channels, ensuring symmetrical cavity layout, and using high-quality steel.
If the mold design fails to distribute molten plastic evenly, the result is a nightmare of “short shots” and dimensional deviations.
Balancing the Runner System and Material Flow
A common failure point in multi cavity setups is an unbalanced runner system.
To solve this, geometric balancing in runner systems involves designing equal lengths and diameters for every path from the inlet to each cavity.
This ensures that material flow reaches each mold cavity at the exact same moment.
Furthermore, the runner system design is critical in multi-cavity molds, as it must ensure that each cavity receives molten plastic at the same time, temperature, and pressure to avoid inconsistencies in part quality.
Using cnc machining to achieve these precise tolerances is non-negotiable for identical parts.
Precision Gating and Material Management
In plastic injection molding, the gate is the “choke point” that determines the success of the finished workpiece.
For multi cavity molds, gate design is paramount.
The design and placement of gates are critical as they affect the flow of molten plastic, which in turn influences part quality, including issues like flow marks and weld lines.
Whether using hot tip gates, pin style gates, or subsequently ejected sub-gates, the goal remains the same: uniformity.
Advanced Gating Strategies for High Performance
When dealing with complex part geometries or materials like liquid silicone rubber, the type of gate used can solve challenges related to surface finish.
Specifically, tab gates, also known as edge gates, are commonly used in multi-cavity molds due to their flexible placement and ability to absorb residual flow stress, which is important for maintaining part quality.
To ensure a stable production process, engineers should use identical gate dimensions and locations for all cavities to maintain consistent pressure and prevent defects.
This level of quality control ensures that the eight cavity tool performs as a single, cohesive unit.
Thermal Management: The Key to Injection Cycle Speed
In the injection molding process, time is literally money.
Cooling typically represents the longest part of the injection cycle, significantly impacting production efficiency. In fact, cooling accounts for up to 80% of the total cycle time in the injection process.
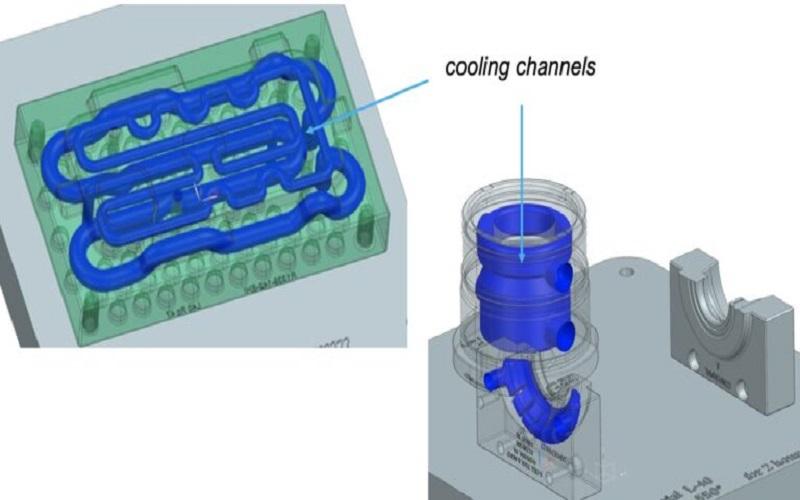
To optimize this, the mold maker must focus on cooling channels that provide rapid, even heat dissipation.
Cooling channel efficiency is vital in multi-cavity molds, as it affects overall cycle time and part quality; optimized cooling circuits help maintain uniform heat removal from all cavities.
Conformal Cooling and Cycle Optimization
For mass production of plastic parts, standard straight-drilled lines often fall short.
Conformal cooling channels that follow the part’s geometry ensure uniform heat removal and reduce cycle times.
By maintaining a consistent distance between cooling channels and the cavity surface to ensure effective heat transfer, you can significantly slash the time it takes until the mold cools.
Furthermore, you should develop tailored, uniform cooling circuits for each cavity to minimize warpage and reduce cycle times.
This is especially critical for parts with varying wall thickness or an intricate internal feature.
Quality Assurance and Process Control
Maintaining part quality across multiple identical parts requires more than just a good mold design; it requires process control backed by data.
Enhancing multi-cavity mold performance requires balancing runner systems for uniform flow and implementing scientific molding to ensure consistent part quality.
Because discrepancies in one cavity affect the entire run, it is essential to regularly monitor product quality during production.
Data-Driven Production Monitoring
Modern mold making leverages technology to “see” inside the steel.
Install cavity pressure sensing technology to monitor flow variations in real-time to detect issues like short shots or flash.
This allows for the establishment of a stable, repeatable process window for temperature, pressure, and injection speed in multi-cavity molds.
Additionally, before even cnc machining the first small block of steel, conduct mold flow analysis to predict material behavior, identify hot spots, and optimize gating and cooling before cutting steel.
Economic Impact and Long-Term ROI
While the higher tooling costs of multi cavity tooling can be a hurdle, the cost effectiveness is undeniable in the long run.
Multi-cavity injection molding can dramatically reduce per-part costs by allowing multiple parts to be produced in a single cycle, effectively multiplying output without requiring additional machine time.
This efficiency extends beyond just speed.
Energy consumption is reduced with multi-cavity molds because fewer injection cycles are required to complete a production run, leading to lower overall utility expenses.

Sustainability and Material Efficiency
Efficient mold design also addresses waste.
By optimizing the runner material, manufacturers can reduce the amount of regrind produced.
Whether you are producing components for consumer electronics or industrial goods, the material choice—be it ABS, Nylon, or HDPE—must be paired with a mold that maximizes yield.
High-quality steels like H13 resist wear and maintain tight tolerances over millions of cycles in multi-cavity molds.
Ultimately, preventive care is essential for ensuring consistent performance and extending the life of multiple molds.
Conclusion
To achieve optimal results in your next project, remember that multi cavity systems are a synergy of design and execution.
By integrating robust design elements into the tooling phase, manufacturers can achieve optimal results while applying the same approach to future scalability.
Multi-cavity molds reward the operations that take the design phase seriously.
Get the runner system balanced, the cooling channels optimized, the gate design consistent across every cavity, the right material selected for both mold steel and plastic resin, and the process window established through scientific molding — and multi-cavity injection molding delivers exactly what it promises.
Consistent product quality at production volume, lower production costs, and the production efficiency that high volume manufacturing demands.
The tips to improve multi-cavity molds aren’t complicated.
They just require careful design considerations, the right material choices, disciplined use of simulation software before cutting steel, and the process control to keep everything running the way it was designed to run.