
In the world of precision manufacturing, achieving a flawless surface finish is often as critical as the structural integrity of the component itself.
However, even the most refined injection molding process can be plagued by a persistent cosmetic defect known as splay.
In the plastic injection molding industry, splay is one of the most frequent and easily complained-about surface defects.
Often referred to as silver streaks or white streaks, splay manifests as unsightly markings that mar the surface of a molded part.
It not only affects the product’s appearance but can also weaken the mechanical properties of the molded part in some applications.
While it may seem like a minor aesthetic issue, splay can compromise both the visual appeal and structural integrity of plastic parts.
Understanding what splay is in injection molding, its causes, and systematic solutions is crucial for improving product quality and reducing scrap rates.
What is Splay in Injection Molding?
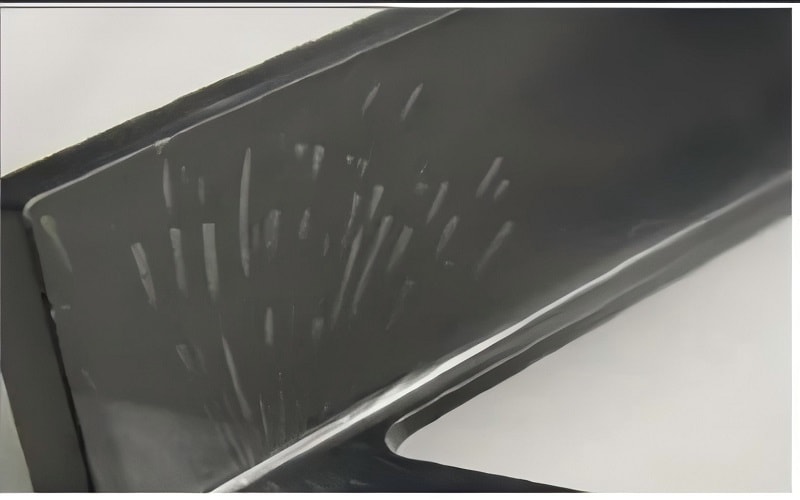
Simply put, splay (also known as splay marks, silver or white streaks, or white streaks) refers to radial or streaky silver-white marks appearing on the surface of injection molded parts.
These marks typically radiate outward from the gate area, resembling splatter or mist-like silver patterns.
Splatter marks are caused by tiny air bubbles being dragged across the part surface during cavity filling in the injection molding process.
These bubbles are swept along the cavity surface by the high-velocity flow of molten plastic during filling, forming characteristic streaked marks.
Next, we will gain a clearer understanding of splay by examining its appearance characteristics, common classifications, and impact on product quality.
In simple terms, splay (also called splay marks, silver streaks, or white streaks) refers to radial or striped silvery-white marks that appear on the surface of injection molded affected parts.
Splay’s Most Typical Characteristic is:
- Fine, silvery-white streaks radiating from the gate
- A surface pattern resembling clouds, splatters, or frost
- Particularly noticeable on black or dark-colored parts; appears as a white haze on transparent parts
- Significant reflection under light (silver sheen)
Splay Classification by Distribution Characteristics
To fix splay, engineers categorize the defect by its location on the finished part.
Localized splay is often a gating or mold venting issue, while random splay is usually related to material moisture or temperature.
1. Gate Splay: This occurs specifically at the point of entry. It is often caused by excessive injection speed or restricted gates creating high shear conditions, which can induce gas release that results in splay.
2. Random or Widespread Splay: If the silver streaks appear haphazardly across the surface, it usually indicates that the molding material was not properly dried. Splay is usually caused by water that is absorbed within the plastic granules.
3. End-of-Fill Splay: Found at the furthest point from the gate, this is often a proper venting issue. Inadequate venting or vent location issues can lead to air pockets that cause splay defects.
The Other Defects of Splay on Quality
Splay is primarily a cosmetic defect that can affect the strength of the finished part.
Splay defects can lead to dimensional inaccuracies and mechanical issues, reducing the value and usability of new pieces.
Splay can be a costly problem in the production of molded components.
In fields such as exterior components, transparent parts, high-gloss parts, medical components, and automotive interior/exterior trim, splay often directly leads to batch scrapping or customer returns.
Having clarified what splay is and why it matters, we must address a more fundamental question: How does it actually occur?
Only by identifying the true root causes can we develop effective strategies to fix splay.
Below, we systematically outline the five major causes currently recognized and describe the most typical process manifestations for each.
Identifying the Potential Causes of Splay
The genesis of splay can be traced back to four primary categories: moisture, heat, air, and shear.
Each of these factors introduces volatiles into the molten plastic, which then expand rapidly when they exit the nozzle of the injection molding machine.
Moisture, excessive heat, shear stress, contamination, and trapped air are common causes of splay in injection molding.
To eliminate the splay issues, an engineer must systematically audit the material handling and the thermal profile of the barrel.
The Role of Humidity and Hygroscopic Plastics
This is the most common cause. Splay is usually caused by water that is absorbed within the plastic granules.
Many resins are hygroscopic materials, meaning they absorb moisture from the surrounding environment. Plastic materials that are hygroscopic absorb moisture from the surrounding air.
Specifically, hygroscopic plastics like Nylon and Polycarbonate are particularly susceptible to splay due to moisture absorption.
During the heating process, this water turns into steam, creating silver streaks. To fix splay defects, it is essential to keep the plastic dry before molding.
Thermal Degradation and Overheating
Even dry plastic can fail if the barrel is too high a temperature.
Excessive heat during injection molding can degrade the plastic, creating volatile gases that lead to streaks.
This material degradation breaks the polymer chains, releasing gas that manifests as white streaks.
Incorrect melt temperature can increase the likelihood of splay defects during injection molding.
Excessive Shear
In the manufacturing process of injection molding, if the gate and runner are not properly sized, excessive shear or turbulent flow can easily occur, directly causing a splay problem.
Often, a gate that’s too small or an unbalanced runner leads to unstable melt flow, trapping air or releasing gases prematurely and forming silver streaks.
Using CNC machining to precisely finish the gate and runner ensures accurate dimensions and smooth surfaces, greatly reducing shear heat and air entrapment risks. This is one of the most effective ways to prevent or solve stubborn splay problems.
Trapped Air
Sometimes the gas isn’t from the plastic, but from the air already inside the mold.
As the molten plastic rushes in, it must push the air out.
Inadequate venting or vent location issues can lead to air pockets that cause splay defects.
If the air has nowhere to go, it gets compressed and “dragged” along the surface, creating a silvery pattern.
Splay is caused by tiny gas bubbles that are dragged across the surface of the part when the mold cavity is filled.
Shear Force
This is a mechanical issue.
High shear conditions, caused by excessive screw speeds or small gate sizes, can induce gas release that results in splay.
If you force the resin through a tiny hole (gate) at a very high injection speed, the friction creates localized excessive heat.
Excessive injection speed or pressure can lead to turbulent flow, causing air entrapment and splay marks.
Think of it like water hitting a jagged rock—the turbulent flow creates bubbles.
Optimizing injection speed and pressure can help reduce the occurrence of splay defects by ensuring a smooth, laminar flow into the mold cavity.
Improving mold design with better venting and gate placements can help prevent splay marks in injection molding.
Technical Solutions: How to Fix Splay?
Solving splay requires a logical, step-by-step elimination process. Regular maintenance and process monitoring are necessary to ensure defect-free production in injection molding.
Optimizing injection speed and pressure can help reduce the occurrence of splay defects by ensuring a smooth, laminar flow into the mold cavity.
Improving mold design with better venting and gate placements can help prevent splay marks in injection molding.
Step 1: Material Preparation
Proper non hygroscopic plastics materials before molding is crucial to avoid splay defects.
Using plastic dryers can help reduce moisture content in hygroscopic materials.
Check your desiccant; if the moisture content is high, the finished part will always have splay.
Step 2: Optimize the Temperature Profile
Adjusting the melt temperature can help mitigate splay defects in injection molded parts.
Lower the temperature of the back section and nozzle by 5–15°C and observe the splay changes; in most cases, the splay will improve significantly as the melt temperature decreases.
Simultaneously check if the mold temperatures are uniform to avoid localized overcooling or overheating.
Step 3: Machine Adjustments
Lower the Heat: Reduce barrel and mold temperatures to prevent material degradation.
Slow Down: Reduce injection speed to minimize shear and turbulent flow. Adjusting the melt temperature can help mitigate splay defects.
Step 4: Mold Maintenance
Ensure proper venting is clean and unblocked.
Improving mold venting is crucial to allow gases to escape and prevent splay during injection molding.
Splay can be prevented by properly drying resin, reducing melt and mold temperatures, lowering injection speed, and ensuring proper venting.
Step 5: Comprehensive Prevention and Monitoring
Regular maintenance and process monitoring are necessary to ensure defect-free production in injection molding.
Establish systems for moisture content testing, melt index change tracking, and splay occurrence location recording.

Conclusion
While splay may appear to be a surface defect, it is the result of a combination of factors during the injection molding process, including material properties, temperature, shear, and venting.
The most common cause remains improper drying of hygroscopic plastics, followed by excessive heat and poor venting.
Most splay issues can be resolved through a combination of four steps:
- Truly dry the material (most critical)
- Appropriately reduce melt and mold temperatures
- Optimize the injection speed profile (reduce early turbulence)
- Enhance mold venting capabilities
When the factory implements these four points simultaneously, splay can typically decrease by more than 80%, or even disappear completely.
This article aims to help manufacturer quickly locate problems, develop solutions, and ultimately deliver higher-quality injection molded parts.